
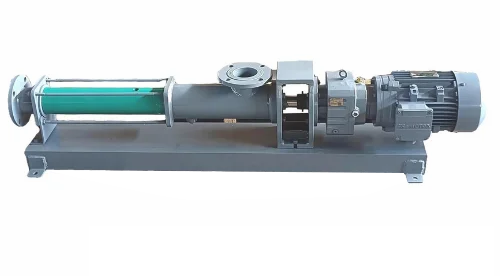
Las bombas de tornillo, ampliamente utilizadas en el sector industrial de las bombas volumétricas, combinan inteligentemente la mecánica y la mecánica de fluidos. Se componen principalmente de tornillo, cuerpo de bomba, dispositivo de sellado y otros componentes. El número de tornillos y su estructura determinan el tipo específico de bomba de tornillo: bombas comunes de un solo tornillo, bombas de dos tornillos y bombas de tres tornillos.
一.Las ventajas únicas del inventario de bombas de tornillo
Las bombas de tornillo han surgido en muchos campos industriales, la clave es que tiene una serie de ventajas únicas, estas ventajas la convierten en la transferencia de fluidos por excelencia, para satisfacer las necesidades de una variedad de condiciones de trabajo complejas.
1. Excelente rendimiento en caudal y presión.
El caudal del bomba de tornillo Es uniforme y continua gracias a la rotación uniforme de su tornillo, lo que permite que el flujo de líquido en la bomba fluya con fluidez, sin fluctuaciones significativas. En comparación con otros tipos de bombas, como las centrífugas, que funcionan con pulsaciones de flujo, las bombas de cavidad progresiva proporcionan un caudal más constante, esencial para procesos donde la estabilidad del flujo es crucial. En la producción química, un control preciso del caudal garantiza la fluidez de las reacciones químicas, evitando la calidad irregular del producto causada por fluctuaciones del caudal.
En términos de presión, las bombas de cavidad progresiva son capaces de generar altas presiones con bajas fluctuaciones de presión. Soportan fácilmente el transporte a larga distancia y las altas cargas de trabajo, transportando líquidos a lugares más alejados o a mayor altura. En la industria petrolera, las bombas de tornillo se utilizan comúnmente para transportar crudo desde las profundidades subterráneas hasta la superficie, y su alta presión de salida puede superar la resistencia del crudo que fluye en el oleoducto para garantizar un transporte estable.
2. Amplia gama de adaptabilidad de medios.
Las bombas de tornillo se adaptan a una variedad de medios. Ya se trate de líquidos altamente viscosos, como asfalto, pegamento, melaza, etc., o de suspensiones con partículas sólidas, como sedimentos en aguas residuales, partículas de fruta en el procesamiento de alimentos, etc., o de medios especiales volátiles, fáciles de cristalizar, inflamables y explosivos, las bombas de tornillo son fáciles de manejar. Esto se debe a que, durante el proceso de trabajo, el tornillo y el estator entre la cámara de sellado de la bomba envuelven y transportan eficazmente el medio, reduciendo la fricción directa y la colisión entre el medio y las partes del cuerpo de la bomba, reduciendo la fuerza de corte sobre el medio y asegurando así que no se destruya su naturaleza original. En la industria alimentaria y de bebidas, las bombas de tornillo se pueden utilizar para transportar mermelada, salsa de chocolate y otros materiales de alta viscosidad, no solo para garantizar un transporte fluido, sino también para evitar la agitación excesiva de los materiales durante el proceso, lo que afecta el sabor y la calidad.
3. Rendimiento operativo estable
Las bombas de tornillo ofrecen un funcionamiento muy suave, con bajas vibraciones y bajo nivel de ruido. Esto se debe principalmente a que el movimiento de engrane del tornillo es más suave y no produce impactos ni colisiones violentas. Por el contrario, algunas bombas reciprocantes producen grandes vibraciones y ruido durante su funcionamiento, lo que no solo daña el equipo, sino que también afecta negativamente al entorno de trabajo. Las bajas vibraciones y ruido de las bombas de cavidad progresiva las hacen ampliamente utilizadas en entornos de trabajo exigentes, como hospitales, laboratorios y centros comerciales. En los sistemas de administración de medicamentos de los hospitales, el funcionamiento silencioso de la bomba de tornillo no interfiere con el trabajo médico normal y, al mismo tiempo, proporciona un entorno de tratamiento relativamente tranquilo para los pacientes.
4.Fuerte capacidad de autocebado
Muchas bombas de tornillo tienen una excelente capacidad de autocebado, lo que significa que no requieren bombeo adicional al inicio, succionan automáticamente el líquido desde el fondo hacia la bomba e inician el transporte sin problemas. Esta ventaja hace que las bombas de tornillo sean muy útiles en situaciones donde el llenado de la bomba no es fácil, como en trabajos de campo, drenajes de emergencia, etc. En el sistema de drenaje urbano, ante lluvias intensas u otras circunstancias inesperadas que provoquen agua, las bombas de tornillo pueden arrancar rápidamente gracias a su capacidad de autocebado para descargar el agua rápidamente y proteger el funcionamiento normal de la ciudad.
5. Eficiencia energética y larga vida útil.
El diseño estructural de la bomba de tornillo Su alta eficiencia mecánica permite un menor consumo de energía para el transporte de líquidos, lo que permite un ahorro energético. Además, gracias a su suave funcionamiento y al bajo desgaste de los componentes, junto con una selección de materiales y un proceso de fabricación adecuados, la bomba de tornillo suele tener una vida útil más larga. Esto no solo reduce la frecuencia de reemplazo de equipos y los costos de mantenimiento, sino que también mejora la continuidad y la estabilidad de la producción. En algunas líneas de producción industrial a gran escala, la larga vida útil y la eficiencia energética de las bombas de tornillo pueden reducir significativamente los costos operativos y mejorar la eficiencia económica de las empresas.

二El importante papel de las bombas de tornillo en la industria química
La industria química, pilar fundamental de la industria moderna, implica diversas tareas complejas de transporte y manipulación de fluidos en su proceso de producción. Gracias a su principio de funcionamiento único y sus excelentes ventajas de rendimiento, las bombas de tornillo desempeñan un papel indispensable en la industria química, utilizándose ampliamente en la extracción y refinación de petróleo y gas, la industria químico-farmacéutica, los recubrimientos, los pigmentos y las tintas, entre otras áreas clave, garantizando así un funcionamiento eficiente y estable de la producción química.
1. Extracción y refinación de petróleo y gas
En las zonas de extracción, el producto de los pozos petroleros suele ser una mezcla de petróleo y gas. Este complejo medio impone altas exigencias a los equipos de transporte. Las bombas de tornillo pueden transportar fácilmente mezclas de petróleo y gas gracias a su gran adaptabilidad. En comparación con otros tipos de bombas, las bombas de tornillo evitan mejor la separación gas-líquido al procesar mezclas de petróleo y gas, garantizando la continuidad y estabilidad del transporte y, por consiguiente, mejorando la eficiencia de la extracción.
En el proceso de extracción de petróleo, inevitablemente se genera una gran cantidad de aguas residuales. Estas aguas no solo contienen diversas sustancias nocivas, sino que también presentan cierto grado de corrosividad y complejidad. Gracias a su resistencia a la corrosión y su capacidad antiobstrucción, la bomba de tornillo se convierte en el equipo ideal para el tratamiento de aguas residuales. Puede recolectar aguas residuales de diversas minas y transportarlas a plantas de tratamiento especiales para su purificación y tratamiento, garantizando así que las aguas residuales se viertan conforme a las normas y reduciendo la contaminación ambiental.
2. Químico Farmacéutico
Las bombas de tornillo, con su excelente sellado y estabilidad, juegan un papel clave en todos los aspectos de la industria química y farmacéutica.
En el proceso de producción farmacéutica, muchas materias primas suelen presentar diferentes propiedades físicas y químicas, y algunas pueden ser inflamables, explosivas, tóxicas y peligrosas. El sellado de alta precisión de la bomba de tornillo previene eficazmente las fugas de materias primas y garantiza la seguridad del entorno de producción. Al mismo tiempo, controla con precisión la cantidad de materia prima suministrada según los requisitos de la fórmula para garantizar la precisión y consistencia de la reacción química, sentando así una base sólida para la calidad del medicamento.
En la síntesis y el procesamiento de productos farmacéuticos, a menudo es necesario utilizar diversos disolventes para disolver las materias primas y promover la reacción, la separación y la purificación. Estos disolventes suelen ser volátiles, corrosivos o inflamables, por lo que los requisitos de los equipos de transporte son muy estrictos. Las bombas de tornillo se adaptan a las características de los diferentes disolventes para mantener un rendimiento estable en el proceso de transporte y evitar la volatilidad del disolvente, fugas o reacciones químicas con el equipo, lo que afecta a la seguridad de la producción y la calidad del producto. En el proceso de cristalización de fármacos, se requiere un disolvente específico para disolverlos antes de la cristalización y la separación. Las bombas de tornillo transportan el disolvente de forma estable al equipo de cristalización, proporcionando buenas condiciones para la cristalización del fármaco y garantizando su pureza y calidad.
Ejemplos de aplicaciones de bombas de tornillo en el campo de la protección ambiental.
En el ámbito de la protección del medio ambiente, bombas de tornillo También juegan un papel irremplazable en el tratamiento de aguas residuales, tratamiento de lodos y otros enlaces clave para brindar soluciones eficientes y confiables para ayudar al desarrollo de la protección del medio ambiente.
1.Tratamiento de aguas residuales
En la planta de tratamiento de aguas residuales, su principio de funcionamiento único permite un transporte fluido y eficiente de los lodos, sentando las bases para el posterior proceso de tratamiento. Durante el proceso de retorno de lodos, controla con precisión su caudal para garantizar que la actividad y la cantidad de microorganismos en el sistema de tratamiento se mantengan en un estado óptimo, mejorando así la eficiencia y la calidad del tratamiento.
Las bombas de tornillo son eficaces en el tratamiento de aguas residuales gracias a su principio de funcionamiento único. Mediante el movimiento de engrane entre el tornillo y el estator, la bomba de tornillo forma una cámara sellada que transporta el líquido de forma continua y uniforme desde la succión hasta la descarga. Este método de funcionamiento permite que la bomba de tornillo, utilizada en el tratamiento de aguas residuales con gran cantidad de partículas sólidas, evite eficazmente el desgaste y la obstrucción del cuerpo de la bomba, garantizando así un transporte y tratamiento fluidos. En el tratamiento de aguas residuales industriales, estas pueden contener diversas partículas metálicas, fibras y otras impurezas. Las bombas de tornillo pueden procesar fácilmente estos medios complejos para garantizar el funcionamiento estable del sistema de tratamiento de aguas residuales.
2. Transporte de lodos espesantes
En el proceso de espesamiento de lodos, las bombas de tornillo, gracias a su gran cilindrada y su excelente capacidad de autocebado, se han convertido en el equipo ideal para transportar lodos espesados. El espesamiento de lodos es una parte importante del proceso de tratamiento de aguas residuales, cuyo objetivo es reducir el volumen de lodos mediante la eliminación del agua presente en ellos, lo que a su vez reduce el coste del tratamiento y la eliminación posterior. Las bombas de tornillo desempeñan un papel fundamental en este proceso, transportando los lodos inicialmente tratados al equipo de espesamiento de forma rápida y eficiente, mejorando así su eficiencia.
Bombas de tornillo en aplicaciones mineras y agrícolas.
1. Minería
En el campo de la minería, la aplicación de bombas de tornillo para diversos problemas complejos de manejo de materiales ofrece soluciones eficientes. El proceso minero suele producir grandes cantidades de lodos y escorias, sólidos líquidos de alta viscosidad y alta concentración, y con un alto contenido de partículas sólidas. Las características de los equipos transportadores son muy elevadas. Las bombas de tornillo, con su diseño estructural único y excelente rendimiento, ofrecen ventajas significativas en el manejo de estos sólidos líquidos.
La estructura compacta y el tamaño compacto de la bomba de tornillo permiten su instalación y uso flexible en el limitado espacio operativo de la mina. El ajuste preciso entre el tornillo y el estator dentro de la bomba forma una cámara sellada que permite envolver y empujar eficazmente el líquido con sólidos durante el proceso de transporte, evitando fugas y la obstrucción de partículas sólidas. Además, el tornillo de la bomba de tornillo suele estar fabricado con materiales resistentes al desgaste, que soportan la abrasión de partículas sólidas, garantizando así un funcionamiento estable a largo plazo.
En la minería de carbón, el drenaje subterráneo es crucial. El agua estancada, con gran cantidad de sedimentos e impurezas, brota continuamente de la mina, lo que afecta la seguridad de la producción si no se descarga a tiempo. Las bombas de tornillo transportan eficientemente esta agua sólida a la superficie, y su gran capacidad de autocebado y antiobstrucción las hacen fiables en el duro entorno de trabajo subterráneo. En algunas minas de metales, como las de cobre y hierro, es necesario transportar y tratar el lodo generado durante el proceso. Este lodo contiene una gran cantidad de partículas metálicas e impurezas minerales, que resultan más abrasivas para el equipo de transporte. La resistencia al desgaste y la capacidad de transporte estable de la bomba de tornillo la convierten en la opción ideal para el transporte de lodo. Es capaz de transportar el lodo desde la mina hasta la planta de beneficio, proporcionando un suministro estable de materias primas para el posterior proceso de beneficio.
Además, las bombas de tornillo también se pueden utilizar para el transporte de relaves en la industria minera. Los relaves son residuos generados en el proceso de minería y beneficio, que suelen contener cierta cantidad de sustancias peligrosas que, si no se gestionan adecuadamente, pueden causar una grave contaminación ambiental. Las bombas de tornillo pueden transportar los relaves a su almacenamiento y tratamiento. Su eficiente capacidad de transporte y su rendimiento ambiental contribuyen a reducir su impacto ambiental y a lograr el desarrollo sostenible de la industria minera.
2.Agricultura
En el ámbito de la agricultura, bombas de tornillo También desempeñan un papel importante, brindando un soporte confiable para todos los aspectos de la producción agrícola. El riego agrícola es fundamental para proteger el crecimiento de los cultivos. Las bombas de tornillo, con su capacidad autocebante, capacidad para manejar sólidos y líquidos, bajo nivel de ruido y otras ventajas, se convierten en la opción ideal para los sistemas de riego agrícola.
En algunos sistemas de riego agrícola, la fuente de agua puede estar ubicada en un lugar con un nivel freático bajo, o bien, es necesario elevar el agua desde una fuente como un río o un lago a un punto más alto para el riego. La capacidad autocebante de las bombas de cavidad progresiva facilita la extracción de agua de estas fuentes y su transferencia a las tuberías de riego para abastecer los cultivos. Sin embargo, durante el proceso de riego, el agua puede contener impurezas sólidas, como sedimentos y malezas. Las bombas de tornillo pueden manejar eficazmente estos líquidos sólidos, evitando la obstrucción del sistema de riego por impurezas y garantizando un riego fluido.
